Elektrolyseringsrörsvetsning
Anläggningen av rörledningen eller huvudavloppssystemet kan inte göras med en enda bit material. Hittills har många metoder utvecklats genom vilka anslutningen av enskilda segment. Den mest avancerade är elektrofusionsrörsvetsningen.
Vad är det
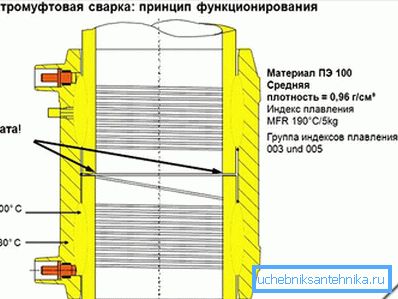
Kärnan i metoden ligger i det faktum att anslutningsbeslaget har en elektrisk spole i den. Den kan vara helt öppen, delvis begravd eller dold. Värmeelementet har två utgående kontakter som svetsmaskinen är ansluten till. Det angivna värdet av spänningen levereras under en viss tidsperiod. Den inre delen av kontakten och den insatta sektionen av röret under temperaturens verkan blir flytande. Ytterväggen värmer inte upp i en sådan utsträckning och behåller sin elasticitet, vilket får substansen att röra sig nedåt, varigenom en monolitisk struktur bildas.

Kopplingar är gjorda av tre typer av plast: polyeten, polypropen, polybuten. För installation av gasnät används vanligen endast det första alternativet.
Tips! Märkning appliceras på armaturen, vilket informerar operatören om vilken spänning och vid vilket intervall som ska tillämpas. Anger också kylningstiden för den färdiga fogen. Dessutom presenteras speciella indikatorer i designen som signaliserar slutförandet av processen.
fördelar

Denna tekniska metod har många positiva aspekter:
- Under svetsningen minskar rörets inre diameter inte. Det betyder att det inte bara kan användas i fall där systemet har ett tryckhuvud med konstant tryck. Avrinnings- och stormsystem är inget undantag.
- Tack vare en väl genomtänkt instrumentbas, reduceras den mänskliga faktorn till ett minimum när alla nödvändiga operationer utförs.
- Denna metod är mer acceptabel om du behöver gripa två rör med stor diameter.
- Elektrolyssvetsning är oumbärlig vid reparation av huvudledningen, och det är inte möjligt att förskjuta rören i horisontalplanet.
- Ett hinder för artikulering kommer inte heller att vara fallet när båda eller en av rören är förstärkta med förstärkande inneslutningar. Vid stötsvetsning finns det ingen garanti för sömmens styrka.
- Rör från den sydda polyeten kopplas vanligtvis mekaniskt. EZ-svetsning ger möjlighet att påverka molekylära bindningar, vilket ger en högkvalitativ söm.
- Montering av en rörledning med flera kranar kan utföras direkt på platsen, utan att det behövs förberedande anslutning och installation av en färdig konstruktion.
- Sparar elenergi i jämförelse med andra typer.
- Fördelen med svetsprodukter från olika kvaliteter av polyeten, samt olika diametrar.
verktyg

För att hela processen ska gå smidigt behöver du ha ett specifikt verktyg med dig:
- Svetsmaskin. En unik enhet utvecklades för denna typ av svetsning. Det bygger på halvledarteknik, så det förbrukar en storleksordning mindre el än sina andra motsvarigheter. Vanligtvis för sådana enheter anges de maximala och minsta svetsade diametrarna. Det finns en streckkodsläsare som automatiskt matar in data om en viss typ av anslutning, det kan också göras manuellt. Uppgifterna på varje passerad led lagras i minnet så att operatören eller kontrollgruppen kan få information. Du kan ha en inbyggd seriell eller USB-port, du kan ansluta en flash-enhet till den senare för att överföra inställningar eller data. Frontpanelen har vanligtvis en skärm som visar de aktuella inställningarna. Komplett med vissa enheter är tips från olika sektioner.
- Positioner. Små metall fixtur i form av en remsa som har flera clips. Med detta verktyg kan du placera munstyckena i samma plan för att utföra svetsning. Det är också avsett att korrigera ovaliteten. För dessa ändamål kan en separat klämma också användas.
- Cutter. Använd vanligtvis disk. Det är han som gör det möjligt att utföra ett jämnt snitt, vilket är ett krav.
- Skrapa. Litet handtag med ett blad. Det kan också vara en fixtur med flera moduler. En av dem är placerad i röret, den andra, på vilken skärhuvudet är belägen, är ansluten och avlägsnar det övre lagret under rotation. Detta förfarande är nödvändigt för att inte skapa en grov yta, men för att avlägsna den oxiderade delen av munstycket.
- Roulette eller linjal.
- Cleaner. Det är nödvändigt att ta bort smuts och fett. Det är nödvändigt att använda speciellt konstruerad för en viss typ av rör. Använd inte vanlig alkohol eller aceton.
- Marker. En vattentät vit eller ljus färg används för att inte bara markera, utan också vissa data istället för spikarna.
Tips! För sadelinsatsen används även en speciell borr, en hex-nyckel och en skruvmejsel för klämmor.
montering

Spikprocessen är inte särskilt komplicerad, men det kräver viss noggrannhet, uppmärksamhet och uthållighet.
- Om det är tid före arbetet är det lämpligt att räta ut röret om 24 timmar och avveckla det från viken, vilket hjälper till att delvis korrigera ovaliteten.
- Det första att göra är att trimma rörets kant. För dessa ändamål är det möjligt, men inte önskvärt, att använda en hacksåg. Rumpan är grov. Använd en skivrörskärare, den ger rätt plan.
- Nästa är markeringen. Det är nödvändigt att applicera den linje som monteringen ska bäras på. Från henne gör en marginal på ytterligare 1-2 cm och markera.
- Avlägsna toppskiktet med en skrapa eller mekanisk oxidrensare. För rör vars diameter inte överstiger 63 mm är den 0,1 mm. Om ytterdiametern är större måste du ta bort 0,2 mm.
- Nu behandlas röret med lösningsmedel och placeras i ställdonet. Det måste vara väl fastsatt och rätt ovalitet. Monteringen ska inte utsättas för sprickbelastning. Positören måste kompensera för den.
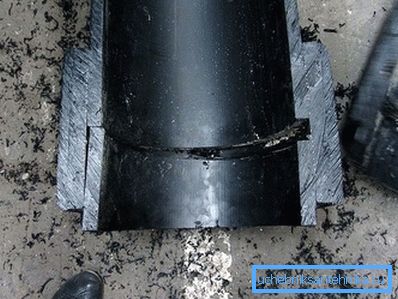
- Kopplingen sätts på (den måste också behandlas med en lösning från insidan). Om rörets diameter är mycket stor, sträcker kopplingen sig till sin fulla storlek. Det andra munstycket levereras och beslaget sätts ned till hälften av dess djup. Lånhelikix måste vara i hela rörets yta för att säkerställa rätt legering.
- Efter anslutning av två rör är svetsmaskinen ansluten. De nödvändiga parametrarna läses av skannern eller matas in manuellt. Processen börjar. Det är viktigt att komma ihåg att kyltiden även innehåller en hel cykel. Om klämman tas bort tidigt kommer tätheten att brytas.
- När alla uppgifter är slutförda sätts tid och datum, liksom operatören, på anslutningen.
- Montering av en sadelinsats har en liknande algoritm. Rengöring görs på installationsplatsen, men inte runt hela omkretsen, men endast vidhäftningsområdet, som blockeras av en spiral. Efter avdragning bärs en sadel och kläms fast. Svetsning utförs. Vidare, med hjälp av ett extra verktyg, utförs skärningen. Med hjälp av en plugg är den tekniska öppningen stängd och en etikett appliceras.
Tips! För att avlägsna oxiden, använd inte sandpapper eller olämpliga skrubber. Du kliar bara på ytan, men uppnår inte det önskade resultatet.
Typiska misstag
I vissa fall är anslutningen trycksatt. Detta kan detekteras redan vid slutförandet av en fullständig installation. Detta händer av följande skäl:
- Operatören kompenserade inte för ovalitet. Detta kan leda till att den smälta plasten inte fyller hela utrymmet.
- Skrapning gjordes inte med en skrapa. Resultatet blir att kopplingen och röret inte bildar en monolitisk lödning.
- Röret var i vinkel mot fästet. Konsekvensen blir läckage av flytande plast.
- Monteringen var inte fullt utrustad. Mortgage spiral kommer inte att smälta en tillräcklig mängd ledad yta.
- Det fanns ingen avfettning eller efter det att de berörde städplatsen med händerna. Anslutningen blir inte stram.
För anslutning av HDPE-rör är denna anvisning också tillämplig. Denna metod är mycket bättre än att använda fittings med en mekanisk klämma som inte kan ge perfekt täthet.
video
De medföljande videomaterialen visar den tekniska processen med elektrofusionsrörsvetsning: